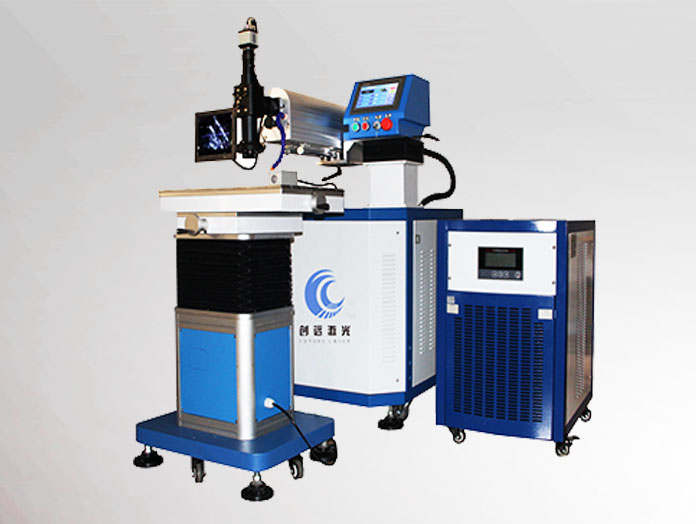
模具91短视频推广是一种针对模具修复、模具制造(如精密型腔拼接) 设计的专用激光焊接设备,核心优势是 “低热输入、高精度、小热影响区”,能有效避免传统电弧焊接(如氩弧焊)导致的模具变形、裂纹、硬度下降等问题,广泛应用于塑料模、冲压模、压铸模等各类模具的缺陷修复(如崩角、磨损、针孔)及局部结构强化。
模具激光焊接的本质是 “利用高能量密度的激光束作为热源,使模具母材与填充焊丝(或无焊丝)局部熔化并冶金结合”,其核心过程依赖 “激光聚焦、能量控制、熔池保护” 三大环节,具体流程如下:
激光产生与传输:
设备通过 “激光发生器”(如光纤激光器、Nd:YAG 激光器)将电能转化为 “单色、定向的激光束”(波长多为 1064nm,适合金属吸收),激光束经 “传输光纤”(或反射镜)传输至 “聚焦镜头”。
能量聚焦:
聚焦镜头将激光束压缩聚焦为 “极小的光斑”(直径通常 0.1-0.5mm),使能量密度提升至 10⁴-10⁶ W/mm²(远超电弧焊的 10²-10³ W/mm²),可瞬间熔化模具钢(如 H13、S136、NAK80)与填充焊丝(材质需与模具母材匹配,如 H13 焊丝适配 H13 模具钢)。
熔池形成与保护:
聚焦后的激光束作用于模具待焊区域,使母材与焊丝快速熔化形成 “熔池”(熔池体积小,冷却速度快,通常<1 秒);同时,设备通过 “惰性气体保护系统”(如氩气、氮气)向熔池吹送气体,隔绝空气(避免熔池氧化、产生气孔),确保焊缝质量。
冶金结合与成型:
熔池在惰性气体保护下快速凝固,形成与母材紧密结合的 “焊缝”(焊缝宽度通常 0.2-1mm,热影响区<0.5mm),且因热输入极小,模具整体变形量可控制在 0.01mm 以内(远低于氩弧焊的 0.1-0.5mm),无需后续大量打磨即可恢复模具精度。



















